Introduction
Walk through a typical manufacturing plant and you'll find a familiar pattern: maintenance tracked in one tool, quality managed in another, production schedules living in spreadsheets, and compliance documented on paper. Each team has its own system — and none of them talk to each other.
This fragmented approach creates real operational blind spots. Supervisors chase data instead of making decisions. Quality issues surface after the damage is done. Compliance audits become last-minute scrambles through filing cabinets.
According to Deloitte's 2025 Smart Manufacturing Survey, 92% of manufacturing executives say smart manufacturing will be the primary competitiveness driver over the next three years — yet the majority of plants are still operating exactly like the one described above.
Manufacturing Operations Management (MOM) software is built to close that gap. This guide covers what MOM software is, how it differs from MES, which features matter most, and what to look for when evaluating platforms for your operation.
Key Takeaways
- MOM software unifies production, quality, maintenance, and inventory into one operational layer
- MOM connects ERP business planning directly to real-time shop floor execution
- MOM is broader than MES — MES handles execution; MOM spans the entire operation
- Must-have features include real-time visibility, CAPA workflows, mobile accessibility, and no-code configurability
- The right platform deploys fast, requires no IT dependency, and earns frontline adoption
What Is Manufacturing Operations Management (MOM) Software?
MOM software is an integrated digital platform that monitors, manages, and optimises end-to-end manufacturing processes — covering production, quality, maintenance, and inventory — with the goal of improving efficiency, reducing waste, and ensuring compliance across the operation.
The formal definition comes from the ISA-95 standard, the industry framework for enterprise-control system integration. ISA-95 Part 3 defines MOM as the activities, functions, and exchanges within Level 3 of a manufacturing facility — the layer that coordinates personnel, equipment, and materials in production. It sits above the control and supervision layer (Level 2) and below business planning and logistics (Level 4).
What MOM Software Actually Does
In practice, MOM software gives operations teams a connected view of everything happening between the raw material dock and the finished goods store. It ties together:
- Production management — work orders, machine status, scheduling
- Quality management — inspections, defect tracking, root cause analysis
- Maintenance management — preventive schedules, work orders triggered by machine deviations
- Inventory and materials management — real-time consumption, supply chain inputs, stock levels
Historically, these functions lived in separate modules or standalone systems. Modern MOM platforms unify them — so a quality deviation on Line 3 can automatically trigger a maintenance work order, update the production schedule, and notify the supervisor, all within a single system.
Who Uses It and Why
MOM software serves distinct roles depending on who's using it:
- Operations managers and plant leaders — real-time visibility into floor status, production output, and quality deviations
- Quality and compliance teams — structured inspection workflows, defect tracking, and audit-ready records
- IT and systems architects — the integration layer connecting ERP and PLM systems to shop floor execution
- Maintenance teams — condition-triggered work orders and scheduled preventive tasks
Each group gets what they need from the same platform, without toggling between disconnected tools or chasing down data in spreadsheets.
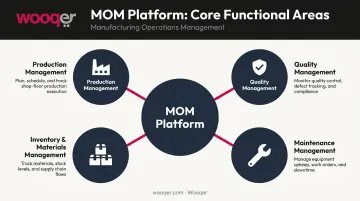
The Four Core Pillars of Manufacturing Operations Management
Any credible MOM platform must address four functional domains. These aren't optional modules — they're the operational areas that determine whether your plant runs efficiently or reactively.
Production Management
Production management covers the full flow from raw material intake to finished output:
- Work order tracking and schedule management
- Machine status monitoring and OEE visibility
- Bottleneck identification and shift reporting
The cost of getting this wrong is significant. Siemens research found that one hour of unplanned downtime costs automotive manufacturers an average of $2.3M — a 113% increase since 2019. For smaller manufacturers, that figure can still reach $150,000 per hour.
Real-time visibility in production management doesn't just reduce downtime. It makes supervisors proactive instead of reactive.
Quality Management
Quality management in MOM software replaces paper-based checklists with digital inspection workflows, timestamped records, and traceable audit trails. When a defect is identified, the system captures it with photo evidence, assigns ownership, and tracks resolution. No paper form sitting in a supervisor's inbox for three days.
LNS Research identifies paper, spreadsheets, and disconnected data sources as the primary causes of messy quality data in industrial organizations. Digital quality management solves this at the source — every inspection is logged, scored, and available for audit without manual compilation.
Maintenance Management
Connected MOM software changes maintenance from a reactive function to a preventive one. When a machine flags a deviation, the system can auto-trigger a work order, log the non-conformance, and track repair completion with no manual coordination required.
This link between production data and maintenance scheduling is what separates a MOM platform from a standalone CMMS. The equipment health data lives in the same system as the production schedule, so planned maintenance actually gets planned around production needs.
Inventory and Materials Management
Accurate inventory tracking prevents two expensive problems: stockouts that halt production lines, and excess inventory that ties up capital. MOM software monitors raw material levels, consumption rates, and supply chain inputs in real time — giving procurement and operations teams the visibility they need to support just-in-time goals.
MOM vs. MES: Understanding the Difference
The MOM vs. MES question comes up constantly, and it matters for purchasing decisions.
Here's how the two systems differ in scope and purpose:
- MES (Manufacturing Execution System) tracks shop floor execution — jobs, operator data, machine data, work orders. It answers: "What is happening on the line right now?"
- MOM is the broader operational layer connecting production with quality, maintenance, and logistics. It answers: "How is the entire operation performing, and what needs to change?"
The ERP–MOM–MES Hierarchy
| Layer | System | What It Handles |
|---|---|---|
| Level 4 | ERP | Business planning, finance, procurement |
| Level 3 | MOM | Operational management — production, quality, maintenance, inventory |
| Level 2 | MES / Control | Shop floor execution, machine data, work orders |

Manufacturers who skip the MOM layer end up with a gap: ERP outputs (production orders, material requirements) never get properly translated into operational reality. Shop floor teams are guessing what the business actually needs, and leadership is guessing what the shop floor is actually doing.
MES is best understood as the execution component within the broader MOM framework. Depending on the platform, some vendors use the terms interchangeably, but the functional distinction holds. MES is transactional; MOM is managerial.
Key Features to Look For in MOM Software
Not all MOM platforms are built the same. These five capabilities separate platforms that drive real operational change from those that just add another dashboard.
Real-Time Visibility and Dashboards
Effective MOM software provides live status across production lines, machines, quality checks, and maintenance tasks — not end-of-shift summaries. For multi-site manufacturers, this means comparing performance across plants in a single view without waiting for manual rollups.
The dashboard isn't just an executive tool. Supervisors on the floor need to see completion rates, open deviations, and equipment status without logging into five different systems.
Mobile-First and Frontline Accessibility
The shop floor doesn't run on desktops. Deloitte reports that frontline workers account for approximately 80% of the global workforce — yet only 23% believe they have access to the technology they need to be productive.
MOM software must work on any device, including offline. Facilities with connectivity gaps on the shop floor (which is most facilities with heavy equipment and metal structures) can't afford a system that fails when WiFi drops.
Wooqer's manufacturing WorkApps address this directly. Operators can complete inspection checklists, capture photo evidence of defects, and log non-conformances from the floor. Data syncs automatically when connectivity is restored — no IT setup required.
Compliance and Audit Management
MOM software should digitize SOPs, capture timestamped photo evidence, enforce process steps, and auto-generate compliance reports. GPS and location tagging add traceability — records show not just what was checked, but where and when.
This matters for regulated industries. FDA 21 CFR 820.100 requires documented CAPA procedures and records of changes — requirements that paper-based systems routinely fail to satisfy during audits.
Wooqer's platform generates instant PDF audit reports with auto-scoring, GPS tags, and photo evidence built in — pre-aligned with ISO 9001, ISO 14001, and ISO 45001 standards.
Corrective Action and Root Cause Tracking
Built-in CAPA (Corrective and Preventive Action) workflows determine whether flagged defects actually get resolved. A defect that gets logged but never closed creates a paper trail of problems that weren't fixed — which compounds risk rather than reducing it.
Look for platforms that can:
- Flag a defect and assign it to a named owner
- Track resolution through defined stages
- Close with photo or documentary evidence
- Surface recurring issues in trend analytics
Configurability Over Customization
Once your CAPA and quality workflows are in place, you need a platform that can evolve with them. A configurable platform adapts through settings and templates — no development tickets, no vendor dependency. A customized platform requires engineering work every time your processes change, which in manufacturing is constant.
Wooqer's no-code WorkApp builder lets operations managers build and publish workflows through a visual interface — no engineering resources needed. Pre-built manufacturing templates covering quality inspections, equipment maintenance, production line audits, and safety compliance can go live in minutes, then be modified as processes evolve.
Benefits of Implementing MOM Software
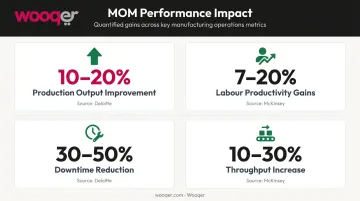
The performance gains from MOM software are well-documented — and consistent across industries:
- Production output: Deloitte's 2025 survey found smart manufacturing initiatives produce 10–20% improvements in production output on average
- Labor productivity: The same research cites 7–20% employee productivity gains
- Downtime reduction: McKinsey's Industry 4.0 research links successful digital manufacturing transformations to 30–50% reductions in machine downtime
- Throughput: McKinsey also documents 10–30% throughput increases from connected operations
These figures reflect what happens when operations move from gut-feel management to evidence-based execution. The structural shifts that drive them include:
- Compliance confidence — an unbroken digital trail from process execution to product output means audits become reviews of records, not hunts for paper
- Workforce accountability — when every task is assigned, tracked, and closed with evidence, completion rates and exception reports replace gut-feel management
- Faster decisions — Deloitte cited one defense manufacturer's command center that reduced mean time to constraint resolution by 26% through real-time operational visibility
Common Challenges in MOM Implementation
Most MOM implementations that struggle do so for predictable reasons — and knowing them in advance makes the difference between a smooth rollout and a costly stall.
Integration With Legacy Systems
Manufacturing facilities often run older equipment and ERP systems not designed for modern data exchange. A realistic implementation plan accounts for adapters, APIs, and phased data migration.
The practical advice: start with one line or one process. Prove value before scaling. The "big bang" rollout, where everything is replaced simultaneously, is where most enterprise software projects collapse.
Change Management and Frontline Adoption
McKinsey research found that large-scale transformations fail approximately 70% of the time, with insufficient organizational engagement as a primary cause.
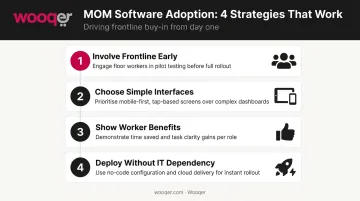
For MOM software, operator adoption isn't optional — if frontline workers don't use it, the system doesn't work. Reducing this friction starts at the design stage:
- Involve frontline workers early, before configuration is locked in
- Choose interfaces workers can learn without formal IT training
- Show operators how the system makes their job easier, not just how it helps managers track them
- Prioritize platforms that deploy quickly across locations without heavy IT dependency
Wooqer's manufacturing customers, for example, go live across 500+ locations in days rather than months, with no single IT resource required to maintain configurations — a direct result of the platform's no-code design.
Balancing Standardization With Site-Specific Flexibility
Multi-site manufacturers face a real tension: corporate wants consistent standards; each plant has unique equipment, regulations, and workflows. Forcing a single rigid template across all sites creates workarounds. Allowing complete autonomy erodes centralized visibility.
The best MOM systems support a shared base, local flex model — standardized templates at the corporate level with site-level configurability for local variations. Role-based access ensures corporate reviewers see aggregated performance while plant managers control their own configurations.
Frequently Asked Questions
What is manufacturing operations management software?
MOM software is an integrated digital platform that monitors, manages, and optimises end-to-end manufacturing processes — covering production, quality, maintenance, and inventory — to improve efficiency, reduce waste, and ensure compliance. It connects the ERP business layer to shop floor execution through a unified operational management layer.
What is the difference between MOM and MES software?
MES focuses on shop floor execution — tracking jobs, work orders, and machine data in real time. MOM is the broader layer that connects production with quality, maintenance, and logistics across the full operation. Think of MES as the line-level view and MOM as the operation-wide picture.
What key features should I look for in MOM software?
Prioritize real-time visibility dashboards, mobile and offline accessibility for frontline workers, compliance and audit management with photo evidence capture, built-in CAPA workflows, and no-code configurability. These five capabilities determine whether a platform drives real operational change or just adds another screen to manage.
How does MOM software support regulatory compliance?
MOM software replaces paper records with digitized SOPs, timestamped checklists, GPS-tagged inspections, and auto-generated audit reports — creating a traceable, tamper-resistant compliance trail. This satisfies regulatory audits across pharma, food processing, and automotive manufacturing, including FDA 21 CFR 820.100 CAPA requirements.
How long does it take to implement MOM software?
Heavy enterprise systems from vendors like Siemens or SAP typically take months to years, while modern configurable platforms like Wooqer can deploy across hundreds of locations in days. Start with one process or production line to validate the approach before scaling facility-wide.
Can MOM software manage operations across multiple plants?
Multi-site management is a core strength of modern MOM platforms. Corporate leaders can benchmark plant performance, enforce consistent standards, and compare real-time metrics across locations — without waiting for manual reports. Role-based access lets each plant manage its own operations while centralized dashboards give leadership the cross-site view they need.
To see how a mobile-first operations platform handles quality management, compliance audits, and corrective actions across your plants, Book a Demo with Wooqer's team, or Try Wooqer and deploy a WorkApp across your manufacturing operations in minutes.